如何保持沖孔闆産(chǎn)品的質(zhì)量和平整度?
在不鏽鋼闆上進行沖壓孔洞加工(gōng)和整形的方法。1、材料的屬性會影響到沖壓後的形變程度,各種材料通過沖壓模具(jù)後的形變程度不盡相同。不鏽鋼闆在沖壓後形變較大且難以變平,主要是因為(wèi)其較高的強度以及一定的延展性。因此,事後的平整工(gōng)作(zuò)難以使其恢複原沖壓前的平整程度。2、孔徑和位置之間存在一定的關聯。孔徑越小(xiǎo),間距
了解詳情
咨詢熱線(xiàn)
18121187219
在不鏽鋼闆上進行沖壓孔洞加工(gōng)和整形的方法。1、材料的屬性會影響到沖壓後的形變程度,各種材料通過沖壓模具(jù)後的形變程度不盡相同。不鏽鋼闆在沖壓後形變較大且難以變平,主要是因為(wèi)其較高的強度以及一定的延展性。因此,事後的平整工(gōng)作(zuò)難以使其恢複原沖壓前的平整程度。2、孔徑和位置之間存在一定的關聯。孔徑越小(xiǎo),間距
了解詳情
沖孔網在生産(chǎn)的過程中(zhōng)對鋼闆的厚度控制是非常嚴格的,那麽如此嚴格的控制鋼闆厚度有(yǒu)什麽重要意義呢(ne)?鋼闆的厚度是鋼闆質(zhì)量的重要檢測标準之一,嚴格控制鋼闆厚度是确保供貨條件的需要,按負公(gōng)差來控制鋼闆的厚度是降低金屬消耗、提高成材率的一個重要途徑。現在的金屬消耗統計結構
了解詳情
沖孔網闆材料上,比較常見的鋁合金闆系列産(chǎn)品為(wèi):1系、3系、5系、6系,除1系為(wèi)純鋁外,其他(tā)系列産(chǎn)品都喊鋁合金型材也稱作(zuò)鋁合金鋁型材,價錢6系>5系>3系>1系,3系鋁合金闆一般比1系鋁闆價格高300元/噸。1系普遍型号是1060,3系是3003,5系是5052,6系是6063,其他(tā)
了解詳情
沒有(yǒu)任何一種不鏽鋼闆,在大部分(fēn)條件下都可(kě)以抗腐蝕,不生鏽。不鏽鋼是其表面形成一層的一層特薄而牢固細膩的相對穩定的富鉻氧化層(保護膜),避免氧分(fēn)子的繼續滲透到、再次空氣氧化,而得到抗腐蝕能(néng)力。一旦有(yǒu)種種原因,這類塑料薄膜遭到不斷毀壞,氣體(tǐ)或液體(tǐ)中(zhōng)氧分(fēn)子就會不斷滲透到或金屬中(zhōng)鐵原子不斷析離出去,産(chǎn)生疏松
了解詳情
沖孔過濾桶具(jù)有(yǒu)良好的過濾性能(néng)、對2-200um的過濾粒度均可(kě)發揮均一的表面過濾性能(néng);耐蝕性、耐熱性、耐壓性、耐磨性好;氣孔均勻、的過濾精(jīng)度;單位面積的流量大;适用(yòng)低溫、高溫環境;清洗之後可(kě)以再使用(yòng),免更換。沖孔過濾桶可(kě)廣泛适用(yòng)于石油化工(gōng)、油田管道過濾,加油設備、工(gōng)程機械設備燃油過濾,水處理(lǐ)行業設備過
了解詳情
由于沖孔闆是通過沖壓不同材質(zhì)的闆材制成的,因此闆材質(zhì)量和模具(jù)直接影響沖孔闆的質(zhì)量。在選擇闆材和制作(zuò)模具(jù)時,需要特别留意。其次,對于沖孔闆的沖壓工(gōng)藝,主要取決于技(jì )術人員和優質(zhì)生産(chǎn)設備之間的技(jì )術熟練度和操作(zuò)能(néng)力。一些規範的沖孔闆廠家通常采用(yòng)數控設備進行生産(chǎn),不同厚度的闆材價格也有(yǒu)所不同。1、根據闆材的加
了解詳情
1、沖孔時産(chǎn)生偏心矯正:沖孔網沖孔時由于砧面不平,沖頭兩端面歪斜及坯料加熱不均等,都會産(chǎn)生孔徑的偏心。 矯正的辦(bàn)法可(kě)以用(yòng)浸水法進行,操作(zuò)時将沖孔網孔壁薄的一面浸入水中(zhōng)然後用(yòng)沖頭擴孔,而壁厚的一面由于溫度較高且因塑性好而變薄,使整個鍛件壁厚均勻且偏心被矯正。這種方法适用(yòng)于塑性好
了解詳情
沖孔網闆孔位一般分(fēn)為(wèi)基本孔位和非傳統孔位,有(yǒu)的人習慣說孔與孔間的中(zhōng)心間距,有(yǒu)的人習慣說孔邊到孔邊間的距離,這裏我們還是按照孔邊到孔邊間的距離而言。常規沖孔網闆孔位有(yǒu)0.5孔1距、0.8孔1距、1孔1距、2孔1距、2孔2距、3孔3距、3孔2距、4孔2距、5孔3距、6孔3距、8孔4距、10孔5距、15孔
了解詳情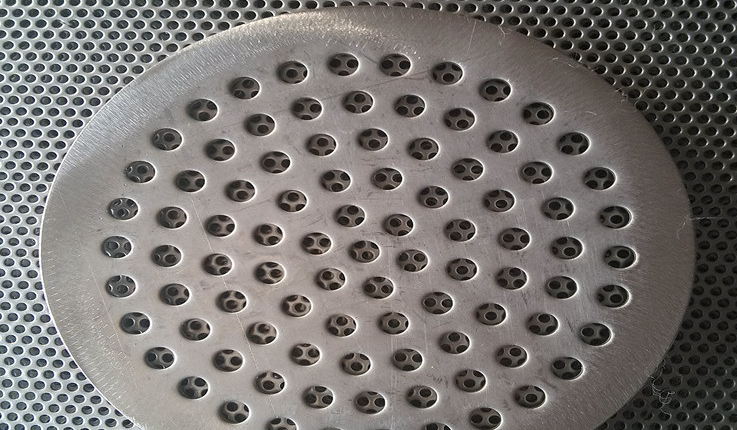
鐵闆沖孔網應用(yòng)廣泛,在日常的使用(yòng)中(zhōng)起着非常多(duō)的用(yòng)處,那麽要如何保養呢(ne)? 首先是日常的擦洗保養。大多(duō)數鐵闆沖孔網的表面都是經過專門的防腐處理(lǐ)的。建議每個1至2個月進行一次完全的清洗工(gōng)作(zuò)。當表面掉漆或是有(yǒu)破損的時候就應當及時的進行更換,這樣才能(néng)确保它長(cháng)久且健康的使用(yòng)
了解詳情
沖孔網産(chǎn)品質(zhì)量的好壞很(hěn)大程度上取決于編程這個環節,程序編程是數控沖床沖孔的重要技(jì )術。下面主要介紹一下程序編好後的操作(zuò)以及注意事項: 1.孔的順序應是從右上角開始在右上角結束,應是從小(xiǎo)圓開始然後才是大方孔、切角,翻邊和引源等工(gōng)藝還要靠後一些。 2.沖壓的寬度
了解詳情
微信二維碼

手機站
聯系電(diàn)話
微信掃一掃
